مقدمة
يُعد تحقيق التصاق ممتاز للطبقة الأولى أمرًا بالغ الأهمية لنجاح الطباعة ثلاثية الأبعاد. فبدون التصاق مناسب، يمكن أن تنحرف المطبوعات أو تنفصل عن لوحة البناء أو تفشل تمامًا. تقدم هذه المقالة دليلًا شاملاً لتشخيص وحل مشاكل التصاق الخيوط، وتغطي الأسباب الشائعة والحلول والاعتبارات الخاصة بالمواد. في Printie 3D، رأينا بشكل مباشر مدى أهمية الطبقة الأولى الجيدة لنجاح الطباعة. يختزل هذا الدليل سنوات من الخبرة في نصائح عملية.
الأسباب الشائعة لمشاكل الالتصاق
يمكن أن تساهم عدة عوامل في ضعف التصاق الخيوط. إن فهم هذه الأسباب هو الخطوة الأولى نحو إيجاد الحل المناسب.
1. مشاكل تسوية السطح
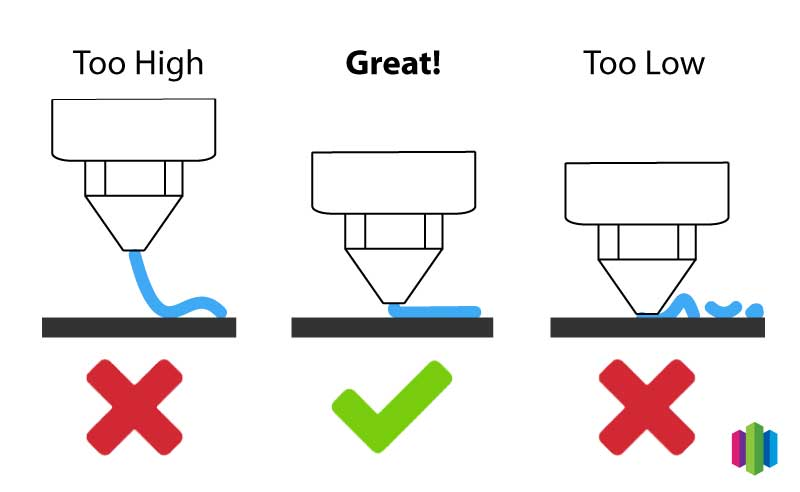
يعد السطح غير المستوي أحد الأسباب الأكثر شيوعًا. إذا كانت الفوهة بعيدة جدًا عن السطح، فلن تلتصق الشعيرة بشكل صحيح. إذا كانت قريبة جدًا، فيمكن ضغط الشعيرة بشكل رقيق جدًا أو يمكن للفوهة حتى أن تكشط السطح.
2. إزاحة Z غير صحيحة
تحدد إزاحة Z المسافة الأولية بين الفوهة ولوحة البناء. حتى مع وجود سطح مستوٍ، يمكن أن تمنع إزاحة Z غير الصحيحة الالتصاق المناسب. إن إزاحة Z العالية جدًا هي نفسها وظيفيًا كالسطح غير المستوي حيث تكون الفوهة بعيدة جدًا.
3. درجة حرارة السطح غير المناسبة
يتطلب كل نوع من أنواع الخيوط نطاقًا معينًا من درجة حرارة السطح لتحقيق الالتصاق الأمثل. يمكن أن تمنع الطباعة تحت درجة الحرارة الموصى بها الخيط من الالتصاق بشكل صحيح بالسطح.
4. إعدادات الطبقة الأولى غير الصحيحة
تؤثر الإعدادات مثل سرعة الطبقة الأولى وارتفاعها وعرضها بشكل كبير على الالتصاق. يمكن أن تؤدي الطباعة بسرعة كبيرة أو بارتفاع / عرض طبقة غير صحيحين إلى فشل الالتصاق.
5. إعدادات مروحة التبريد
يمكن أن يتسبب التبريد المفرط خلال الطبقات القليلة الأولى في تقلص الشعيرة وانفصالها عن لوحة البناء.
6. سطح بناء متسخ أو غير مناسب
يمكن أن يعيق سطح البناء الملوث بالزيوت أو الغبار أو الحطام الالتصاق. وبالمثل، يمكن أن يؤدي استخدام سطح بناء غير مناسب لشعيرة معينة أيضًا إلى حدوث مشاكل.
7. الالتواء والرفع
يحدث الالتواء عندما يتقلص الجزء المطبوع بشكل غير متساوٍ أثناء التبريد، مما يتسبب في رفع الزوايا أو الحواف من لوحة البناء. هذا أكثر شيوعًا مع مواد مثل ABS.
8. صحة الفوهة
يمكن للفوهة المسدودة جزئيًا أو البالية أو التالفة أن تعيق عملية بثق الخيوط بشكل صحيح والتصاق الطبقة الأولى. قد لا تضع الفوهة التالفة الشعيرة بشكل صحيح، ويمكن أن يتسبب الانسداد في نقص البثق.
حلول لمشاكل الالتصاق
يتطلب معالجة مشاكل الالتصاق اتباع نهج منظم. فيما يلي بعض الحلول الفعالة:

1. تسوية السطح
تأكد من أن لوحة البناء مستوية تمامًا. استخدم قطعة من الورق أو مقياسًا سمكًا للتحقق من المسافة بين الفوهة والسطح في نقاط متعددة. تحتوي معظم الطابعات على مقابض تسوية يدوية للسطح، بينما تقدم بعضها تسوية تلقائية للسطح (ABL) باستخدام مسبار. تذكر أن تقوم بتسوية السطح بعد وصوله إلى درجة حرارة الطباعة، لأن التمدد الحراري يمكن أن يؤثر على التسوية.
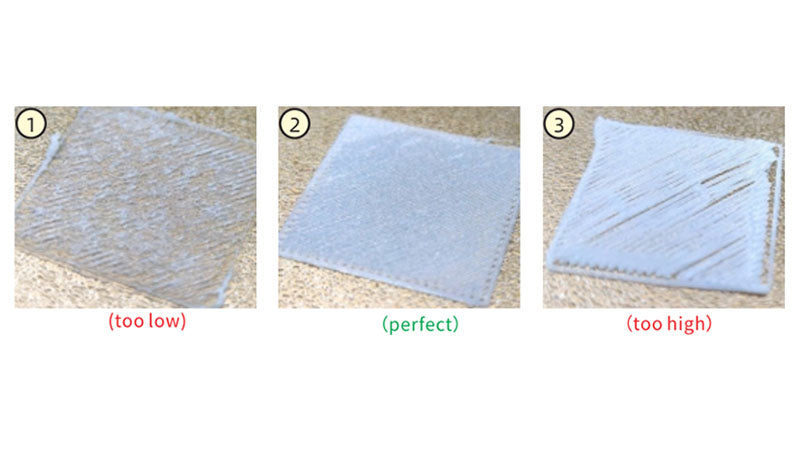
2. تعديل إزاحة Z
اضبط إزاحة Z بدقة باستخدام لوحة التحكم الخاصة بالطابعة. اضبط إزاحة Z بزيادات صغيرة (على سبيل المثال، 0.01 مم) خلال الطبقة الأولى. الهدف هو تحقيق "ضغط" طفيف حيث يتم تسطيح الشعيرة قليلاً على السطح. يتمثل الاختبار الجيد في محاولة تحريك قطعة من الورق بين الفوهة والسطح؛ يجب أن تشعر بسحب طفيف.
3. تحسين درجة حرارة السطح
اضبط درجة حرارة السطح وفقًا لتوصيات الشركة المصنعة للشعيرة. فيما يلي بعض الإرشادات العامة:
| نوع الشعيرة | درجة حرارة السطح الموصى بها |
|---|---|
| PLA | 50-65 درجة مئوية |
| PETG | 70-85 درجة مئوية |
| ABS | 90-110 درجة مئوية |
| Nylon | 60-80 درجة مئوية + |
| TPU | 30-60 درجة مئوية |
4. إعدادات الطبقة الأولى
اضبط إعدادات الطبقة الأولى التالية في برنامج التقطيع الخاص بك:
- السرعة: قلل سرعة الطبقة الأولى إلى 50-75٪ من سرعة الطباعة العادية (أو حتى أبطأ، حوالي 20 مم / ثانية، للمواد مثل ASA و PC و PP).
- الارتفاع: قم بزيادة ارتفاع الطبقة الأولى قليلاً (على سبيل المثال، 0.2 مم أو 0.24 مم، حتى إذا كان ارتفاع الطبقة القياسي أقل).
- العرض: قم بزيادة عرض خط الطبقة الأولى إلى 120-150٪ من حجم الفوهة.
- مضاعف البثق: قم بزيادة مضاعف بثق الطبقة الأولى إلى 95-105٪.
5. إدارة مروحة التبريد
قم بتعطيل مروحة تبريد الجزء للطبقات القليلة الأولى للسماح للشعيرة بالالتصاق بشكل صحيح. قم بزيادة سرعة المروحة تدريجيًا بعد الطبقات القليلة الأولى.
6. تحضير سطح البناء
نظف سطح البناء قبل كل طباعة باستخدام كحول الأيزوبروبيل (IPA). بالنسبة لألواح PEI، يوصى بالتنظيف العميق العرضي بالماء والصابون. يمكن تنظيف الأسطح الزجاجية بمنظف النوافذ أو الماء والصابون. تجنب لمس سطح البناء بأصابعك.
7. استخدام مساعدات الالتصاق
ضع مادة مساعدة على الالتصاق على سطح البناء لتحسين الالتصاق. تشمل الخيارات الشائعة ما يلي:
- لاصق الغراء: مناسب لـ PLA و PETG.
- مثبت الشعر: غالبًا ما يستخدم لـ ABS.
- Magigoo: مادة لاصقة متعددة الاستخدامات مناسبة لمختلف المواد ودرجات الحرارة العالية.
- ملاط ABS: خليط من خيوط ABS مذابة في الأسيتون ؛ يستخدم لطباعة ABS.
- شريط الرسام: يمكن استخدامه لـ PLA و TPU.
ضع دائمًا طبقة رقيقة ومتساوية من مادة المساعدة على الالتصاق.
8. الحماية من العلبة والتيارات الهوائية
قم بإحاطة الطابعة لتقليل التيارات الهوائية والحفاظ على درجة حرارة ثابتة، خاصة عند الطباعة باستخدام ABS أو Nylon. يساعد هذا في منع الالتواء والرفع. ضع في اعتبارك بناء حاوية بسيطة أو شراء واحدة متاحة تجاريًا.
9. استكشاف أخطاء الالتواء والرفع وإصلاحها
إذا استمر الالتواء، فجرب هذه الخطوات الإضافية:
- قم بزيادة درجة حرارة السطح قليلاً.
- أضف حافة أو طوفًا إلى المطبوعة. الحافة عبارة عن مخطط تفصيلي أحادي الطبقة حول قاعدة المطبوعة، بينما الطوف عبارة عن منصة متعددة الطبقات.
- حسّن درجة الحرارة المحيطة حول الطابعة.
10. صيانة الفوهة
افحص فوهتك ونظفها بانتظام. يمكن للسحوبات الباردة إزالة الانسدادات. إذا كانت الفوهة بالية أو تالفة، فاستبدلها. تعتبر الفوهة النظيفة والوظيفية ضرورية لبثق الخيوط المتسق والتصاق الطبقة الأولى. تعرف على المزيد حول الفوهات عالية الدقة.
اعتبارات خاصة بالمواد
تتطلب الخيوط المختلفة طرقًا مختلفة للالتصاق. إليك تفصيل للاعتبارات الخاصة بالمواد:
- PLA: من السهل عمومًا الطباعة بها مع التصاق جيد. عادة ما يكون السطح النظيف ودرجة حرارة السطح من 50 إلى 65 درجة مئوية كافيين. يمكن استخدام لاصق الغراء لمزيد من الالتصاق.
- PETG: يمكن أن يلتصق بقوة شديدة بالزجاج العاري، مما قد يؤدي إلى تلف لوحة البناء. استخدم لاصق الغراء أو PEI لتسهيل الإزالة. يوصى بدرجة حرارة السطح من 70 إلى 85 درجة مئوية.
- ABS: عرضة للالتواء. يتطلب سطحًا ساخنًا (90-110 درجة مئوية) وغالبًا ما يتطلب حاوية. يمكن أن يحسن مثبت الشعر أو ملاط ABS الالتصاق.
- Nylon: قد يكون من الصعب طباعته بسبب معدل الانكماش المرتفع. يتطلب سطحًا ساخنًا (60-80 درجة مئوية +) وحاوية ومادة مساعدة قوية على الالتصاق.
- TPU: يلتصق جيدًا بشكل عام. عادة ما تكون درجة حرارة السطح من 30 إلى 60 درجة مئوية كافية. يمكن استخدام شريط الرسام لمنع الالتصاق المفرط.
صيانة واستبدال سطح البناء
تعتبر الصيانة المناسبة لسطح البناء أمرًا ضروريًا. نظف السطح قبل كل طباعة. استبدل سطح البناء عندما يتلف أو يفقد خصائص الالتصاق. تدوم ألواح PEI عادةً لفترة أطول من الأسطح الأخرى، ولكنها قد تتآكل في النهاية. إذا لاحظت انخفاضًا في الالتصاق حتى بعد التنظيف، فقد حان الوقت لاستبدال السطح. اتصل بـ Printie 3D للحصول على مساعدة بشأن مواد السطح.
مخطط انسيابي لاستكشاف الأخطاء وإصلاحها
إليك مخطط انسيابي مبسط لاستكشاف الأخطاء وإصلاحها لمساعدتك في تشخيص مشاكل الالتصاق وحلها:
- المشكلة: الطباعة لا تلتصق بالسطح.
- التحقق: تسوية السطح. هل السطح مستوٍ؟
- إذا كانت الإجابة لا: قم بتسوية السطح وحاول مرة أخرى.
- إذا كانت الإجابة نعم: انتقل إلى الخطوة 3.
- التحقق: إزاحة Z. هل إزاحة Z صحيحة؟
- إذا كانت الإجابة لا: اضبط إزاحة Z وحاول مرة أخرى.
- إذا كانت الإجابة نعم: انتقل إلى الخطوة 4.
- التحقق: درجة حرارة السطح. هل درجة حرارة السطح مناسبة للشعيرة؟
- إذا كانت الإجابة لا: اضبط درجة حرارة السطح وحاول مرة أخرى.
- إذا كانت الإجابة نعم: انتقل إلى الخطوة 5.
- التحقق: سطح البناء. هل سطح البناء نظيف ومناسب؟
- إذا كانت الإجابة لا: نظف سطح البناء أو جرب سطحًا مختلفًا وحاول مرة أخرى.
- إذا كانت الإجابة نعم: انتقل إلى الخطوة 6.
- ضع في اعتبارك: مساعدات الالتصاق. هل جربت استخدام مادة مساعدة على الالتصاق؟
- إذا كانت الإجابة لا: ضع مادة مساعدة على الالتصاق وحاول مرة أخرى.
- إذا كانت الإجابة نعم: ضع في اعتبارك مادة مساعدة مختلفة على الالتصاق أو مشاكل أخرى.
الخلاصة
يعد تحقيق التصاق ثابت للطبقة الأولى مهارة تتحسن مع الخبرة. من خلال فهم الأسباب الشائعة لمشاكل الالتصاق وتطبيق الحلول الموضحة في هذه المقالة، يمكنك تحسين معدل نجاح الطباعة ثلاثية الأبعاد بشكل كبير. تذكر أن تراعي المتطلبات الخاصة بالمواد وأن تحافظ على سطح البناء الخاص بك بشكل صحيح. مع الممارسة والاهتمام بالتفاصيل، ستقوم بطباعة طبقات أولى لا تشوبها شائبة في أي وقت من الأوقات.